
Produktionsprocessen for kulstofmaterialer er et tæt kontrolleret systemteknik, hvor produktionen af grafitelektroder, specielle kulstofmaterialer, aluminiumkulstof og nye high-end kulstofmaterialer er uadskillelige fra brugen af råmaterialer, udstyr, teknologi, styring af fire produktionsfaktorer og relateret proprietær teknologi.
Råmaterialer er de vigtigste faktorer, der bestemmer de grundlæggende egenskaber ved kulstofmaterialer, og råmaterialernes ydeevne bestemmer ydeevnen af de fremstillede kulstofmaterialer. Til produktion af UHP- og HP-grafitelektroder er nålekoks af høj kvalitet det første valg, men også bindemiddelasfalt af høj kvalitet og imprægneringsasfalt. Men kun råmaterialer af høj kvalitet, mangel på udstyr, teknologi, ledelsesfaktorer og relateret proprietær teknologi, gør det heller ikke muligt at producere UHP- og HP-grafitelektroder af høj kvalitet.
Denne artikel fokuserer på egenskaberne ved nålekoks af høj kvalitet for at uddybe nogle personlige synspunkter, som producenter af nålekoks, elektrodeproducenter og videnskabelige forskningsinstitutter kan diskutere.
Selvom den industrielle produktion af nålekoks i Kina er senere end udenlandske virksomheders, har den udviklet sig hurtigt i de senere år og er begyndt at tage form. Med hensyn til den samlede produktionsvolumen kan den stort set imødekomme efterspørgslen efter nålekoks til UHP- og HP-grafitelektroder produceret af indenlandske kulstofvirksomheder. Der er dog stadig en vis forskel i kvaliteten af nålekoks sammenlignet med udenlandske virksomheder. Udsvingene i batchpræstationen påvirker efterspørgslen efter nålekoks af høj kvalitet i produktionen af store UHP- og HP-grafitelektroder, især når der ikke findes nålekoks af høj kvalitet, der kan imødekomme produktionen af grafitelektrodesamlinger.
Udenlandske kulstofvirksomheder, der producerer UHP af høj kvalitet, er ofte førstevalget af petroleumnålekoks af høj kvalitet som det primære råmateriale til koks. Japanske kulstofvirksomheder bruger også noget kulnålekoks som råmateriale, men kun til produktion af grafitelektroder med en specifikation på φ 600 mm. I øjeblikket er nålekoks i Kina hovedsageligt kulnålekoks. Kulstofvirksomheders produktion af storstilet UHP-grafitelektrode af høj kvalitet er ofte afhængig af importeret petroleumnålekoks af høj kvalitet, især produktionen af højkvalitets nålekoks med importeret japansk Suishima-olieserienålekoks og britisk HSP-olieserienålekoks som råmateriale.
I øjeblikket sammenlignes nålekoks produceret af forskellige virksomheder normalt med de kommercielle præstationsindekser for udenlandsk nålekoks ved hjælp af konventionelle præstationsindekser, såsom askeindhold, sand densitet, svovlindhold, nitrogenindhold, partikelstørrelsesfordeling, termisk udvidelseskoefficient osv. Der er dog stadig mangel på forskellige grader af nålekoksklassificering sammenlignet med udlandet. Derfor kan produktionen af nålekoks, der i daglig tale også er til "enhedsvarer", ikke afspejle kvaliteten af premium-nålekoks af høj kvalitet.
Ud over konventionelle præstationssammenligninger bør kulstofvirksomheder også være opmærksomme på karakteriseringen af nålekoks, såsom klassificering af termisk udvidelseskoefficient (CTE), partikelstyrke, anisotropigrad, ekspansionsdata i ikke-hæmmet tilstand og hæmmet tilstand samt temperaturområdet mellem ekspansion og sammentrækning. Da disse termiske egenskaber ved nålekoks er meget vigtige for styringen af grafitiseringsprocessen i produktionsprocessen af grafitelektroder, er indflydelsen af de termiske egenskaber af asfaltkoks dannet efter ristning af bindemiddel og imprægneringsmiddel asfalt naturligvis ikke udelukket.
1. Sammenligning af anisotropi af nålekoks
(A) Prøve: φ 500 mm UHP-elektrodehus fra en indenlandsk kulstoffabrik;
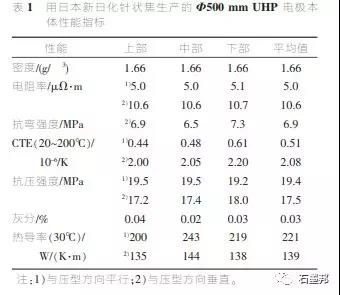
Råmateriale nålekoks: Japansk ny kemisk LPC-U-kvalitet, forhold: 100% LPC-U-kvalitet; Analyse: SGL Griesheim-anlægget; Ydelsesindikatorer er vist i tabel 1.
(B) Prøve: φ 450 mmHP elektrodelegeme fra en indenlandsk kulstoffabrik; Råmateriale nålekoks: en indenlandsk fabriks olienålekoks, forhold: 100%; Analyse: Shandong Bazan kulstoffabrik; Ydelsesindikatorer er vist i tabel 2.
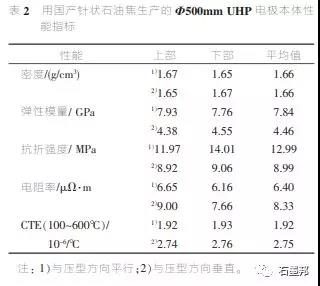
Som det fremgår af sammenligningen af tabel 1 og tabel 2, har lPC-U-kvaliteten af nålekoks i nye daglige kemiske kulmål en stor anisotropi af termiske egenskaber, hvor anisotropien af CTE kan nå 3,61~4,55, og anisotropien af resistiviteten er også stor og når 2,06~2,25. Derudover er bøjningsstyrken af husholdningsråolie-nålekoks bedre end den for ny daglig kemisk LPC-U-kvalitets kulmålsnålekoks. Anisotropiværdien er meget lavere end den for ny daglig kemisk LPC-U-kulmålsnålekoks.
Analyse af anisotropisk grad af ydeevne ved produktion af ultrahøj effekt grafitelektroder er en vigtig analysemetode til at vurdere kvaliteten af råmaterialet fra nålekoks. Anisotropigraden har naturligvis også en vis indflydelse på elektrodeproduktionsprocessen. Anisotropigraden af elektricitet er ekstremt god i forhold til termisk chok-ydeevnen i forhold til anisotropigraden af den gennemsnitlige effekt af en lille elektrode.
I øjeblikket er produktionen af kulnålekoks i Kina meget større end produktionen af petroleumnålekoks. På grund af de høje råvareomkostninger og priser for kulstofvirksomheder er det vanskeligt at bruge 100% indenlandsk nålekoks i produktionen af UHP-elektroder, samtidig med at man tilsætter en vis andel af forkalket petroleumkoks og grafitpulver til at producere elektroden. Derfor er det vanskeligt at vurdere anisotropien af indenlandsk nålekoks.
2. Lineære og volumetriske egenskaber af nålekoks
Nålekoksens lineære og volumetriske ændringsegenskaber afspejles primært i den grafitproces, som elektroden producerer. Med temperaturændringen vil nålekoksen undergå lineær og volumetrisk udvidelse og sammentrækning under opvarmningsprocessen i grafitprocessen, hvilket direkte påvirker den lineære og volumetriske ændring af den elektroderistede barre i grafitprocessen. Dette gælder ikke for brugen af forskellige egenskaber ved råkoks, men også for ændringer i forskellige kvaliteter af nålekoks. Desuden er temperaturområdet for lineære og volumenændringer for forskellige kvaliteter af nålekoks og kalcineret petroleumkoks også forskelligt. Kun ved at mestre denne egenskab ved råkoks kan vi bedre kontrollere og optimere produktionen af grafits kemiske sekvens. Dette er især tydeligt i seriegrafitiseringsprocessen.
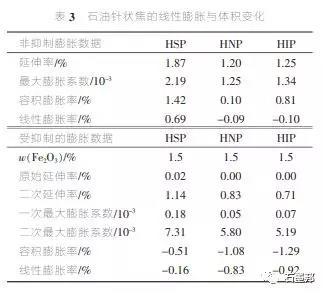
Tabel 3 viser de lineære og volumenmæssige ændringer samt temperaturintervaller for tre kvaliteter af nålekoks produceret af Conocophillips i Storbritannien. Lineær ekspansion forekommer først, når olienålekoks begynder at varme op, men temperaturen ved begyndelsen af den lineære kontraktion halter normalt bagefter den maksimale kalcineringstemperatur. Fra 1525 ℃ til 1725 ℃ begynder lineær ekspansion, og temperaturintervallet for hele den lineære kontraktion er smalt, kun 200 ℃. Temperaturintervallet for hele linjekontraktionen for almindelig forsinket petroleumkoks er meget større end for nålekoks, og kulnålekoks ligger mellem de to, lidt større end olienålekoks. Testresultaterne fra Osaka Industrial Technology Test Institute i Japan viser, at jo dårligere koksens termiske ydeevne er, desto større er linjekrympningstemperaturintervallet, op til 500 ~ 600 ℃, og starten af linjekrympningstemperaturen er lav, ved 1150 ~ 1200 ℃ begyndte linjekrympning at forekomme, hvilket også er karakteristisk for almindelig forsinket petroleumkoks.
Jo bedre de termiske egenskaber og jo større anisotropien af nålekoks er, desto snævrere er temperaturområdet for den lineære kontraktion. Noget nålekoks af høj kvalitet har kun et lineært kontraktionstemperaturområde på 100 ~ 150 ℃. Det er meget gavnligt for kulstofvirksomheder at styre grafitiseringsprocessens produktion efter at have forstået karakteristikaene for lineær ekspansion, sammentrækning og reekspansion af forskellige råmaterialer, hvilket kan undgå unødvendige kvalitetsaffaldsprodukter forårsaget af brugen af den traditionelle erfaringsmetode.
3 konklusion
Mestrer de forskellige karakteristika ved råmaterialer, vælger rimelig udstyrsmatchning, kombinerer teknologi godt og sikrer en mere videnskabelig og fornuftig virksomhedsstyring. Denne serie af hele processystemer er tæt kontrolleret og stabil, og kan siges at have grundlaget for at producere ultrahøjtydende grafitelektroder af høj kvalitet.
Opslagstidspunkt: 30. dec. 2021